



简约不浮华,不简单实用。我们的热镀锌方矩管涂塑钢管厂家实地大厂产品视频用直观的方式展现产品的实用性和价值。
以下是:热镀锌方矩管涂塑钢管厂家实地大厂的图文介绍
鸿顺管道科技有限公司位于经济开发区,占地2万平方米,注册资金500万,现有员工100多人,拥有先进工艺的标准化 四川巴中涂塑钢管厂家、涂塑钢管、衬塑复合管厂家、衬塑复合管生产线,生产工艺先进而成熟。我们热切地期盼与四方宾客携手共进!




钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。



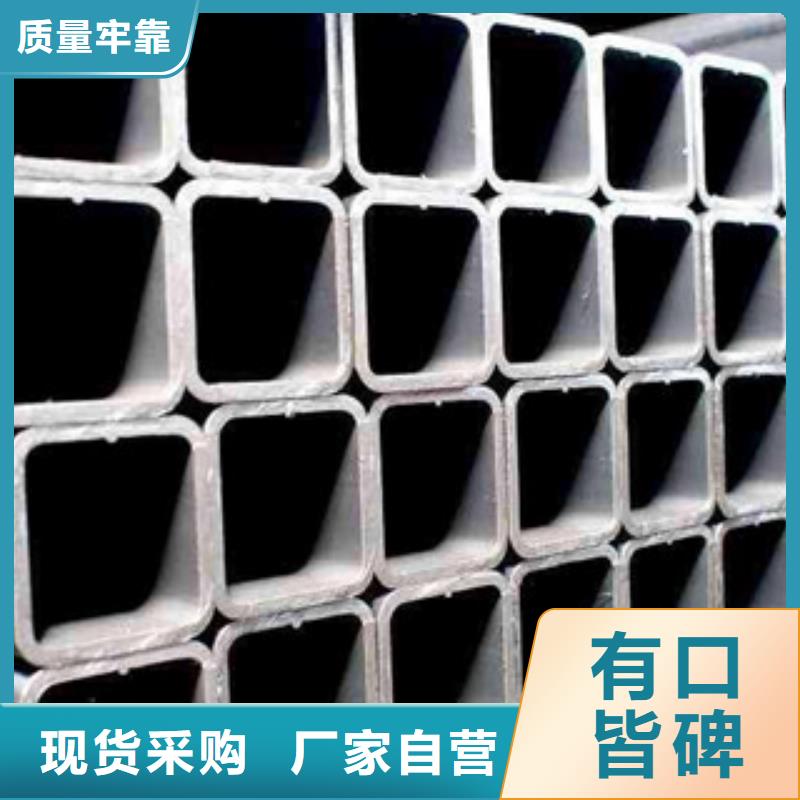
不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。

